
Yorkshire Water Knostrop is a large wastewater treatment plant servicing a growing population of 800,000 people. The decision was taken to rebuild the works with standard digestion and a Combined Heat and Power (CHP) plant. The contract was given to build a facility to process indigenous sludge and imported dewatered sludge cake.
SEEPEX had previously installed 12 large progressive cavity pumps on site, pumping sludges to an incinerator which had come to the end of its asset life. Over many years these pumps had proven to be reliable, and SEEPEX had built a well-established relationship with both the end user and their logistics hub.
Reliable operation under extreme conditions
Knostrop is a sludge treatment centre that not only produces indigenous sludge but also receives five daily loads of dewatered sludge by truck five days a week from satellite sites in West and North Yorkshire. Each load had to be processed in under an hour to prevent vehicle backup.
The application required a pump to receive imported dewatered sludge from a large reception belt facility and process 28 tonnes of 30% DS cake with high grit and rag content into a 6% DS homogenous mixture. The resultant total volume after mixing was 150m3/h which was then fed to the digesters. The pump had to run up to eight hours a day, achieve a constant dry solids mix and operate reliably under these extreme conditions.
Perfectly mixed for optimised digestion
SEEPEX calculated the total pumped volume of sludge cake plus dilution liquid, using a combination of application experience, pump selection software and algorithms. Choosing the correct amount of dilution/side stream liquid to thin the cake is important to achieve the 6% DS required to optimise digestion.
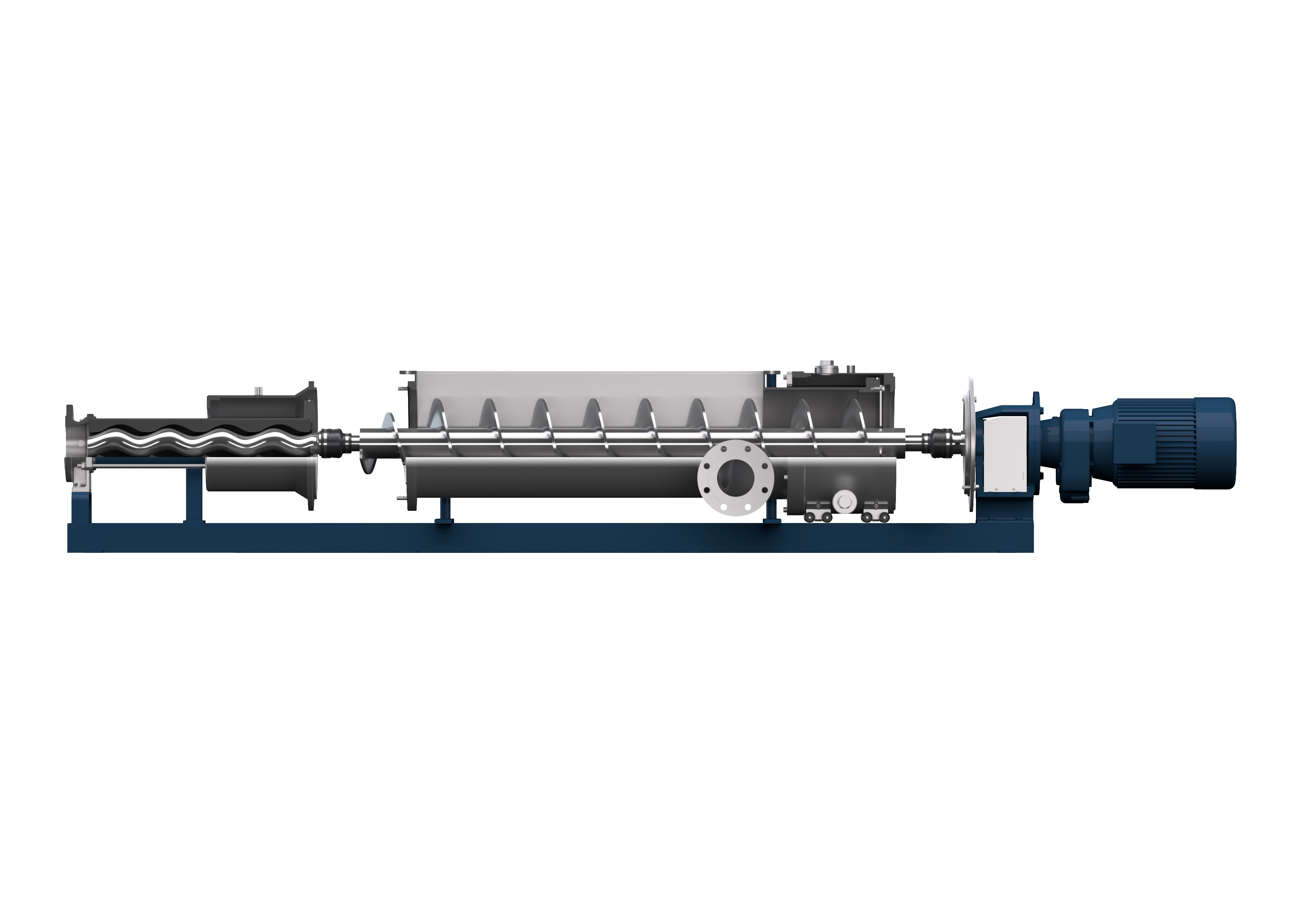
Two large TVE open hopper pumps with an auger feed screw were selected, these were fed from the imported sludge reception facility. Each pump was designed to handle a capacity of 150m3/h of back mixed sludge and pump 30% DS dewatered sludge cake in the absence of dilution liquid.
A homogenous mix was achieved within the pump hopper by the auger feed screw and appropriately positioned dilution connections. A reliable 6% DS mixture was delivered by monitoring the pump’s speed and discharge pressure by controlling the amount of dilution liquid being added to the pump hopper.
To assist with maintenance, the pump was fitted with rotor joint access (RJA) enabling the pump’s compression zone to be moved over the stator. This allows access to the rotor universal joint and gives the ability to remove debris without involving extensive maintenance work, e.g. removing pipework and the pump’s stator.
Reliable operation and good service life
Since their installation in June 2018, the pumps have performed as per the predicted KPIs related to parameters such as flow, pressure, speed, kW and amps. The processed sludge is pumped without interruption. And there has been no reported failure or performance drop. The removable compression zone significantly reduces downtime as blockages caused by large debris can be removed and the pump put back in operation within hours without dismantling the pump and extensive downtime.
The solution delivered by SEEPEX is a more cost-effective alternative to the traditional multi-step back mixing approach which would involve further tank storage, additional pumps and blending.

